
 EN
ENKaixin, visokotehnološko poduzeće specijalizirano za istraživanje i razvoj, proizvodnju i prodaju polimernih ventila za cjevovode.
Trenutno se mnoge inženjerske plastike uspješno primjenjuju na mehaničke dijelove i postižu dobre rezultate. Međutim, poteškoće kod injekcijskog prešanja inženjerske plastike su relativno velike, posebno je sklona pojava obraštanja kalupa. Što je uzrok zaprljanja plijesni nakon injekcijskog prešanja inženjerske plastike i kako to riješiti?

1. Stvaranje naslaga plijesni
Zaprljanje kalupa odnosi se na pojavu u kojoj se dodaci talože na površini kalupa (vidi sliku u nastavku). Zaprljanje kalupa događa se tijekom injekcijskog prešanja gotovo svih termoplasta. Kada se funkcionalni zahtjevi konačnog proizvoda moraju pomiješati sa srodnim aditivima (kao što su modifikatori, usporivači vatre itd.), ti će aditivi vjerojatno ostati na površini šupljine kalupa tijekom procesa kalupljenja, što dovodi do stvaranja naslaga kalupa.
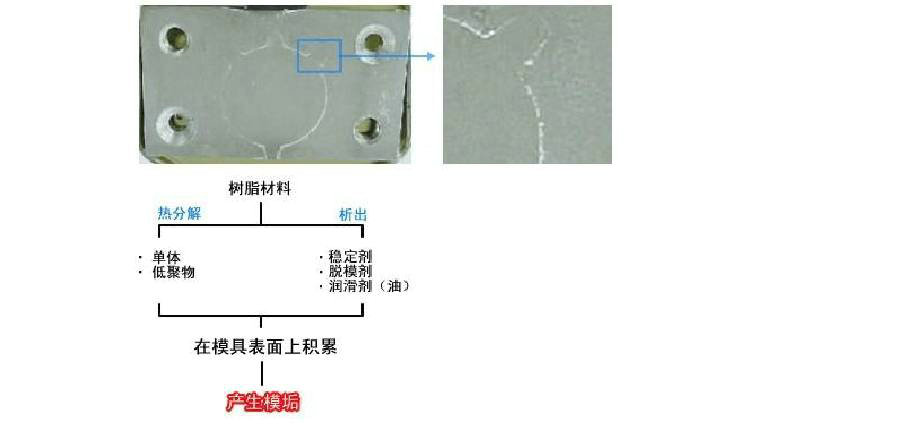
Postoje i drugi razlozi za stvaranje naslaga plijesni. Najčešći razlozi su sljedeći:
▶Produkti toplinske razgradnje sirovina;
▶Ekstremna posmična sila protoka taline tijekom injekcijskog prešanja;
▶Neodgovarajući ispuh;
Zaprljanje od plijesni uzrokovano gore navedenim često je kombinacija različitih čimbenika i vrlo je problematično otkriti što uzrokuje zaprljanje od plijesni i kako to spriječiti, a zaprljanje od plijesni nastaje tek nakon nekoliko dana.
2. Vrste kamenca
1) Razni aditivi stvaraju specifične vrste naslaga plijesni. Usporivač požara će reagirati na visokoj temperaturi stvarajući razgradnju i eventualno stvaranje plijesni. Pod utjecajem previsoke temperature ili ekstremne sile smicanja, sredstvo protiv udarca odvojit će se od polimera i ostati na površini kalupne šupljine stvarajući kamenac od kalupa.
2) Pigment u termoplastičnoj inženjerskoj plastici topi se na visokoj temperaturi, što će smanjiti toplinsku stabilnost kalupnog materijala, što će rezultirati kombinacijom degradiranog polimera i razgrađenog pigmenta kako bi se stvorio kamenac plijesni.
3) Posebno vrući dijelovi na kalupu (kao što je jezgra kalupa), modifikatori/stabilizatori i drugi dodaci mogu se zalijepiti za površinu i uzrokovati prljanje kalupa. U tom slučaju potrebno je poduzeti mjere za bolju kontrolu temperature kalupa ili koristiti posebne stabilizatore.
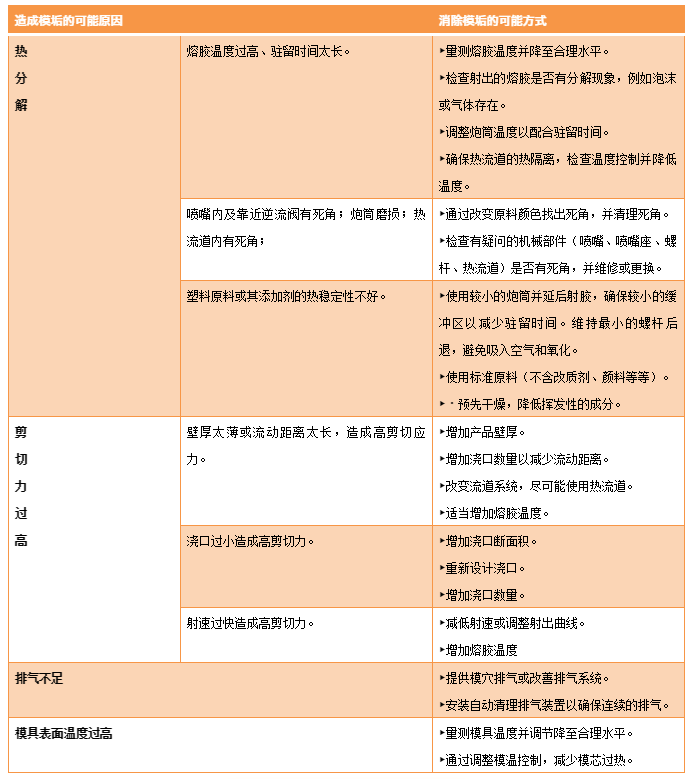
Sljedeća tablica navodi moguće uzroke zaprljanja plijesni i preventivne mjere:
Tri, iznenadna pojava plijesni obraštanja protumjere
Ako se zaprljanje kalupa iznenada pojavi, to može biti zbog promjena u uvjetima kalupljenja ili zbog zamjene različitih serija materijala za kalupljenje. Sljedeći prijedlozi mogu pomoći u poboljšanju obraštanja plijesni.
Najprije izmjerite temperaturu taline i vizualno provjerite je li talina raspadnuta (kao što su spaljene čestice). U isto vrijeme provjerite jesu li materijali za kalupljenje kontaminirani stranim tvarima i koriste li se isti materijali za čišćenje. Provjerite stanje ispuha kalupa.
Ponovno provjerite rad stroja: koristite materijale za kalupljenje u boji boje (osim crnog), isključite stroj za injekcijsko kalupljenje nakon otprilike 20 minuta, uklonite mlaznicu i konektor, ako je moguće, uklonite ga pomoću vijka, provjerite ima li sirovina izgorjele čestice i nastavite s usporedbom boja sirovine, brzo saznajte izvor zaprljanja plijesni.
U mnogim su slučajevima pronađeni iznenađujući uzroci oštećenja plijesni. Ova tehnologija je najprikladnija za manje strojeve za injekcijsko prešanje, s maksimalnim promjerom vijka od 40 mm. Uklanjanje obraštanja plijesni također jasno poboljšava kvalitetu dijelova kod kalupljenja drugih sirovina. Gore navedene protumjere također su prikladne za kalupljenje s vrućim sustavima.
Zaprljanje plijesni dovodi do defekta u izgledu brizganih dijelova, posebno dijelova s površinskom erozijom, što se može popraviti pjeskarenjem na strojevima za pjeskarenje.

Četiri, održavanje plijesni
Kada se obraštanje kalupa ne može ukloniti korištenjem svih gore navedenih mjera, potrebno je pojačati održavanje i održavanje kalupa.
Naslage plijesni na površini kalupa lakše je ukloniti u početnoj fazi, stoga se šupljine kalupa i ispušni kanali moraju redovito čistiti i održavati (na primjer, nakon svake serije proizvodnje kalupa). Ako se kalup ne održava i ne održava duže vrijeme, vrlo je teško i dugotrajno ukloniti kamenac nakon što je kalup stvorio debeli sloj.
Sprejevi koji se koriste za održavanje i održavanje kalupa za ubrizgavanje uglavnom uključuju: sredstvo za odvajanje, sredstvo protiv hrđe, ulje za naprstak, sredstvo za uklanjanje mrlja od ljepila, sredstvo za čišćenje kalupa itd.
Kemijski sastav naslaga plijesni je vrlo složen, te se moraju koristiti i pokušati ukloniti nove metode, kao što su opća otapala i razna posebna otapala, sprejevi za pećnice, kofeinska limunada. Još jedan neobičan način je korištenje gume za čišćenje tragova modela.

5. Prijedlozi za sprječavanje obraštanja plijesni
Pri korištenju vrućeg kalupa i sirovina osjetljivih na toplinu, vrijeme zadržavanja taline bit će dulje, čime se povećava rizik od raspadanja sirovina i stvaranja naslaga plijesni. Očistite vijak stroja za injekcijsko prešanje.
Kod oblikovanja materijala osjetljivih na smicanje koriste se veći vodilice i vrata. Vrata s više točaka mogu smanjiti udaljenost protoka, smanjiti brzinu ubrizgavanja i smanjiti rizik od zaprljanja plijesni.
Učinkovito ispuštanje plijesni može smanjiti mogućnost obraštanja plijesni. Postavite odgovarajući ispuh kalupa tijekom faze projektiranja kalupa. Najbolji izbor je automatski ispušni sustav ili ispušna metoda koja može jednostavno ukloniti naslage plijesni. Poboljšanje ispušnog sustava često rezultira smanjenjem naslaga plijesni na kalupu.
Prekrijte površinu šupljine kalupa posebnim premazom protiv lijepljenja kako biste spriječili stvaranje naslaga plijesni. Potrebno je provesti ispitivanja kako bi se procijenio učinak premaza.
Tretman titanijevim nitridom na unutarnjoj površini kalupa može izbjeći stvaranje naslaga plijesni na kalupu.
Ovaj članak dolazi s interneta, samo za učenje i komunikaciju, bez komercijalne svrhe.















 Sjedište: br. 539 Bohai Road, okrug Beilun, grad Ningbo, provincija Zhejiang, NR Kina
Sjedište: br. 539 Bohai Road, okrug Beilun, grad Ningbo, provincija Zhejiang, NR Kina
 +86-18067123177
+86-18067123177